At the moment, the essential pillars of the global economy are the chemical and petrochemical industries.
Many industries have to handle hazardous substances that include pharmaceuticals, fertilizers, fuels, and plastics in a safe and complex way.
It is of the utmost importance for these industries to have smooth-running operations and durable equipment that runs with precision and efficiency.
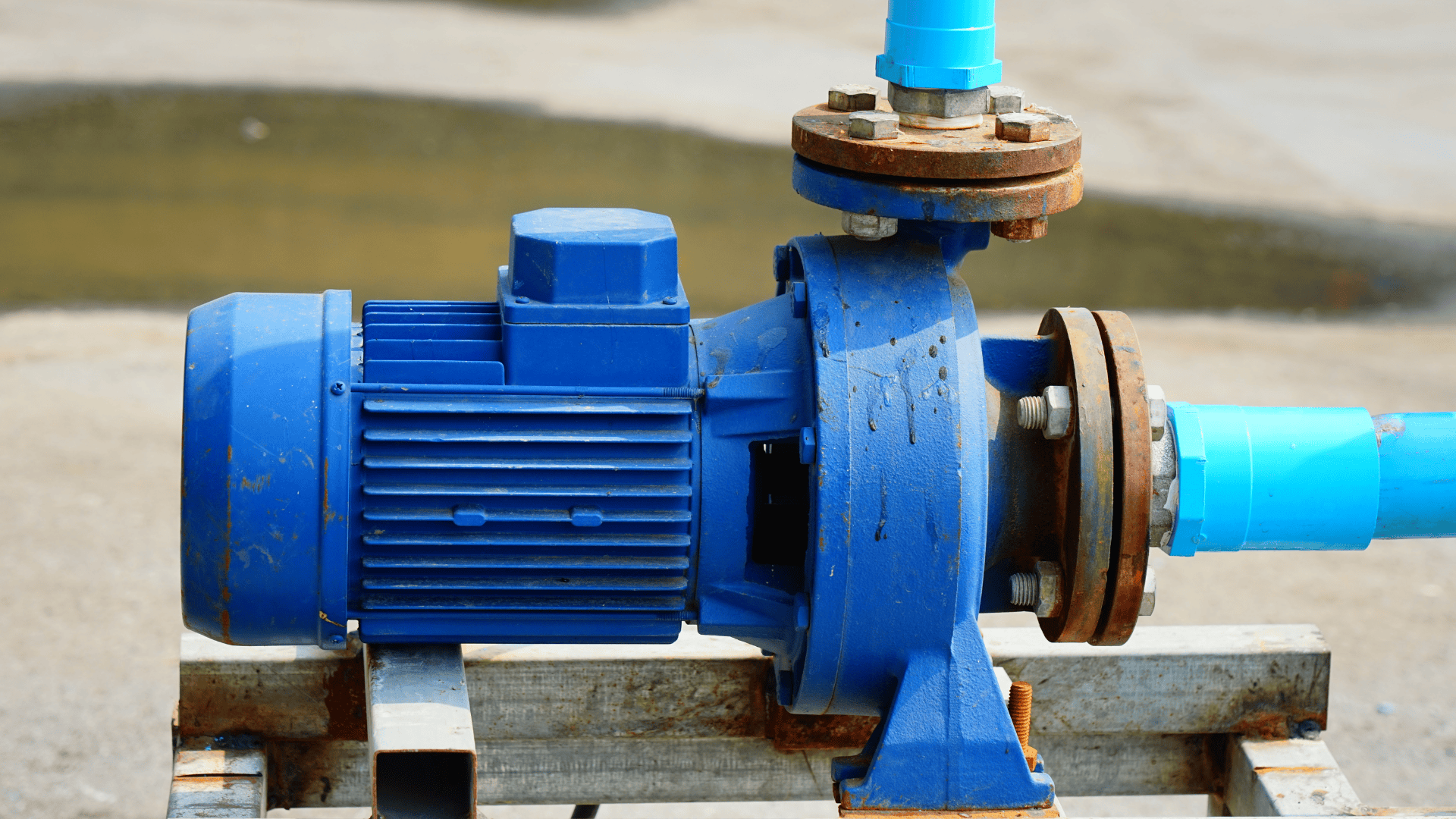
When talking about fluid handling, the pumps used need to be the backbone of operations, not just components.
The processes are measured by safety, cost-efficiency, and consistency, especially when using industrial pumps for storing hydrocarbons, mixing solvents, or transferring acids.
It makes perfect sense that when it comes to these complex materials, the perfect pump system is required.
Thankfully, there are reliable pumps that can manage petrochemical plants and chemicals; for example, there are specialized brands like Wilden and AODD pumps that have a proven track record.
1. The Critical Role of Industrial Pumps in Chemical Processing
In almost all the steps for processing raw material into packaged products in the chemical industry, pumping systems are used.
For mixing ingredients with precision, to feed reactors or separators, and to move liquids between tanks, pumps are used.
No factory or plant can afford financially or generally speaking to have any type of disaster during processing.
Volatile, corrosive, and toxic chemicals are often used, so the correct materials should be used in industrial pumps to prevent corrosion and leakage.
There are 3 different types of pumps usually needed for chemical plants: Diaphragm pumps (for chemical dosing), metering pumps (for accurate fluid delivery), centrifugal pumps (for high-flow applications
When it comes to chemical plants, it’s necessary that every plant or factory has to ensure the products they use are efficient and safe, which means investigating to find the best industrial pumps before installation is imperative.
2. Pump Requirements in the Petrochemical Industry
When dealing with the petrochemical industry, there are special requirements.
During petrochemical processes, extreme temperatures are used, as well as substances like acids, solvents, and hydrocarbons, which are very different from basic chemicals.
The pump systems used in petrochemical processing are specialized and have to meet very strict regulations, as the materials can be flammable and explosive.
High precision and energy efficiency, as well as chemical resistance, are required with petrochemical processing.
The final product could be compromised if a pump system is badly designed, which could also lead to hazardous leaks or fires.
Rigorous standards have to be kept for safety reasons, for example, ISO 5199 and ATEX for explosive environments.
To meet these criteria, advanced industrial pumps are required.
These pumps have to operate at full capacity day and night in difficult environments and remain safe and efficient.
This applies to processing propylene, ethylene, and unloading crude oil.
3. Why AODD Pumps Are Ideal for Chemical Applications
Air operated double diaphragm pumps, or AODD, are some of the most flexible pumps in the chemical handling industry.
They are favored by many chemical and petrochemical plants for handling viscous, aggressive, and abrasive fluids.
They can operate under harsh conditions, pass solids without clogging, and run dry without causing damage because they can self-prime.
When environments are unpredictable or the processing is varied, AODD pumps are ideal and valued.
Maintaining them and preventing downtime is easy because of their simple design.
Apart from being robust, they are known for being gentle, which is an advantage.
Any damage to products is minimized because flow is maintained when shear-sensitive chemicals or slurries are handled.
When quick setup and cleaning are required with batch processing, they stand out as one of the best choices.
4. Wilden Pumps: Reliable Solutions for Harsh Environments
Wilden pumps are well known for their use in extreme environments and their dependable performance.
These pumps have built a strong reputation in the chemical and petrochemical industry and are able to work under extreme pressure in AODD technology.
The robust construction of Wilden pumps was engineered to handle wear, temperature extremes, and chemical attacks.
The Wilden pumps have been built to handle hydrocarbons, acids, and solvents.
Air consumption is reduced, they are energy-efficient, and overall system performance is top-notch with their energy-efficient designs.
Wilden diaphragm pumps improve overall system performance, reduce air consumption, and are very energy-efficient.
These pumps are focused on innovation, which sets them apart.
What helps Wilden pumps with lower maintenance and extended pump lifespan is their superior diaphragm design, air management systems, and bolted construction.
These aspects result in savings.
5. Key Benefits of Using the Right Pump System
There are many benefits to choosing the correct pumps when it comes to the petrochemical and chemical industries.
Product quality can be increased.
Formulations are precise and repeatable with consistent flow rates and accurate dosing.
Reduced waste and higher productivity can be expected.
Other major benefits are reduced maintenance and an increased lifespan of equipment.
Easy-access-designed pumps like AODD, all flo pumps, and Wilden cut down on maintenance and premature failure, which is ideal in the chemical industry.
These pumps are major assets due to their compatibility across a wide range of fluids, from viscous polymers to volatile solvents. Read more about all flo pumps and how they can make a difference in cost-cutting.
6. Future Trends in Chemical Pumping Technology
Pump technology is working to keep up with the evolution of automation and sustainability in the chemical industry.
Real-time monitoring of performance metrics like temperature, pressure, and flow rate is being integrated through sensors in smart pumps.
Before any failure or downtime can occur, these digital sensors allow for predictive maintenance with issues like wear and tear of seals.
These sensors can prevent hazardous spills through early leak detection.
When it comes to sustainability in the industrial pump industry, recyclable materials and energy-efficient designs are being used.
While improving ROI for plant operators, Wilden is leading the way with their reduced environmental impact and eco-friendly features.
Conclusion
These industrial pumps play a central role in every stage of production, from handling corrosive chemicals to managing volatile hydrocarbons.
AODD pumps offer flexibility and reliability in the modern industry.
Wilden pumps provide long-term value through durability, reduced maintenance, and other advanced features, and are a trusted brand.
Investing in high-performance industrial pumps is a smart move for businesses that want to upgrade or optimize their fluid handling systems.
Choosing the right pump can make all the difference in production and profits.

Peyman Khosravani is a seasoned expert in blockchain, digital transformation, and emerging technologies, with a strong focus on innovation in finance, business, and marketing. With a robust background in blockchain and decentralized finance (DeFi), Peyman has successfully guided global organizations in refining digital strategies and optimizing data-driven decision-making. His work emphasizes leveraging technology for societal impact, focusing on fairness, justice, and transparency. A passionate advocate for the transformative power of digital tools, Peyman’s expertise spans across helping startups and established businesses navigate digital landscapes, drive growth, and stay ahead of industry trends. His insights into analytics and communication empower companies to effectively connect with customers and harness data to fuel their success in an ever-evolving digital world.